
合金无缝钢管-视频-合金无缝钢管|保山市|龙陵|腾冲|昭通|大理|临沧|红河|楚雄
更新时间:2025-07-25 23:13:04
Tags: 耐磨板


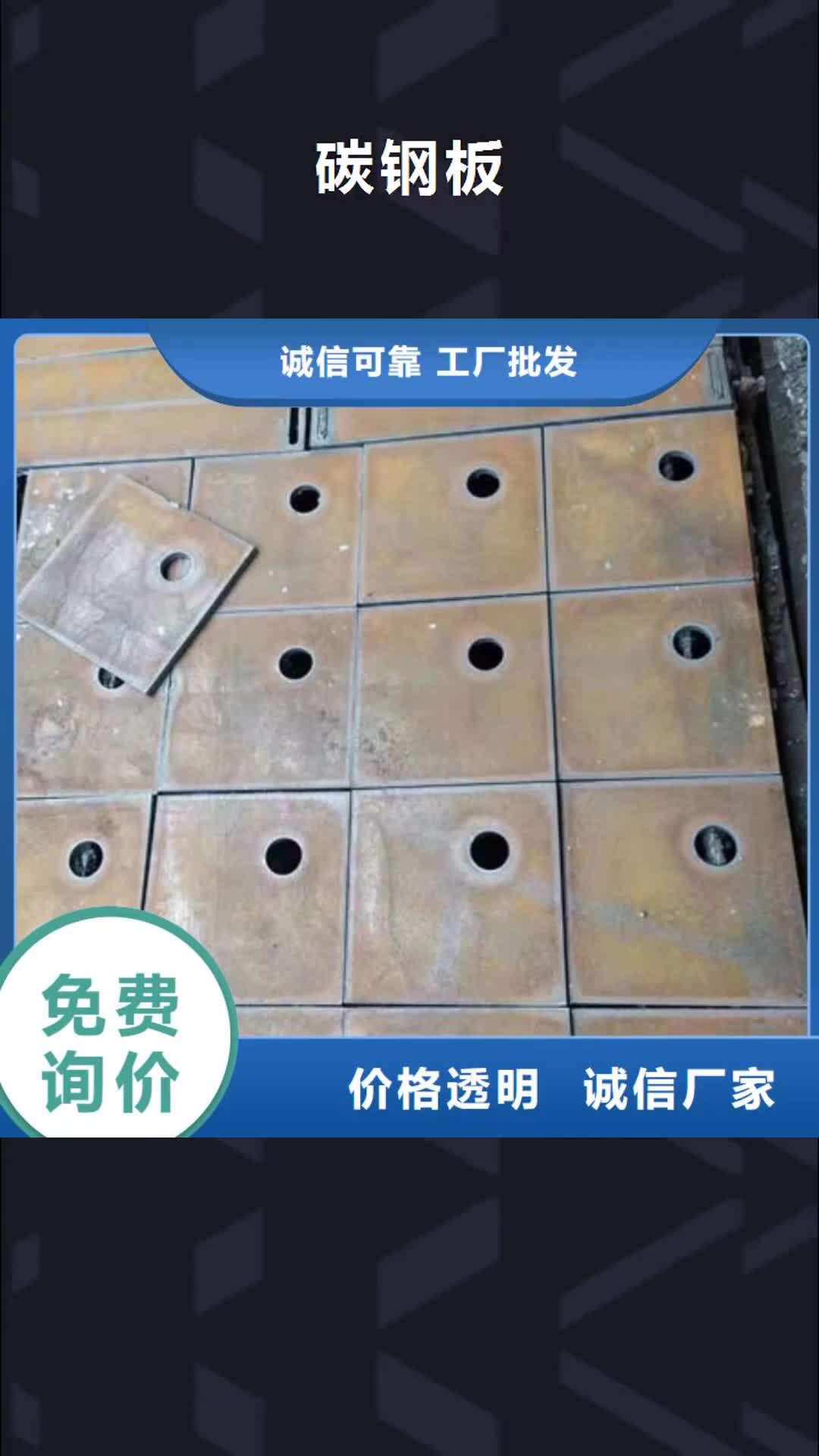
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看以上视频,让耐磨板自己向您展示它的品质和出色性能。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 宝钢 |
| 材质 | NM400 NM500 NM360 NM450 MN13 |
| 范围 | 服务网络覆盖云南省 保山市 昆明市、玉溪市、丽江市、普洱市、曲靖市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 隆阳区、施甸县、腾冲市、龙陵县、昌宁县等区域。 |

,融拓金属材料(保山市分公司)jscl2632主营,提供的产品型号齐全、质量价格合理、质量可靠、发货迅速、可按需定制-欢迎新老客户来厂参观选购,联系人:张经理,地址:[经济开发区东昌东路当代大厦]。

但焊接熔池结晶与一般的钢板结晶相比有如下特点。熔池体积小,冷却速度快焊接熔池的尺寸形状取决于焊接方法、耐磨衬板热物理性质和工艺参数,典型的熔池形状是一个半椭球状。一般焊接电流增大时,熔池的深度随之增大,而熔宽相当减小;焊接电弧电压增大时,熔深减小而熔宽相对增大。 焊接速度增大时,整个熔池体积减小,并呈细长状。焊接热输入增大时,熔池长度也随之增大。除了电渣焊外,一般焊接方法的熔池质量不超过100g,体积是很小的;而且熔池周围又被冷金属包围,因此熔池的冷却速度快,平均冷却速度约为4-100℃/s。 熔池温度分布不均匀,液态金属处于过热状态熔池前部和中心处于过热状态,发生耐磨衬板的熔化;熔池后部温度较低,熔池底部接近耐磨衬板的熔点。熔池的平均温度一般超过钢板的熔点200-500℃。焊接热输入越大,熔池的平均温度越高,熔池的过热度越大。 熔池处于不断运动状态,熔池存在时间短焊接熔池中的液态金属始终处于运动状态。由于熔池随热源作同步运动,熔池前部熔化的同时,熔池后部也在凝固。即熔池各部位或整个熔池停留于液态的时间极短,熔池凝固速度是相当快的。

焊剂应具有良好的焊接工艺性能在规定的参数下进行焊接,焊接双金属耐磨板的过程中应保证电弧燃烧,熔合良好,过渡平滑,焊缝成形好,脱渣容易。焊剂应具有较低的含水量和良好的抗潮性出厂焊剂中含水质量分数不得大于0.28%。 焊剂在温度250℃、相对湿度70%的环境条件下,放置24h,吸潮率不应大于0.15%。控制焊剂中机械夹杂物焊剂中碳粒、铁屑、原料颗粒及其他夹杂物的质量分数不应大于0.35%,其中碳粒与铁合金凝珠的质量分数不应大于0.28%。 焊剂应有较低的硫、磷含量焊剂中硫、磷的质量分数一般为S0.066%,P0.085%。焊剂应有一定的颗粒度焊剂的粒度一般分为两种,一种是普通粒度,为5-0.45mm(8-40目);另一种是细粒度,为18-0.28mm(14-60目)。 组织与性能特点Cr13型和马氏体耐磨衬板,一般经调质热处理,金相组织为马氏体,随回火温度的不同,马氏体的强度、硬度及塑性可在较大范围内,以满足不同使用性能的要求。对于低碳、超低碳马氏体耐磨衬板以及超级马氏体耐磨衬板,经淬火和一次回火或二次回处理后,金相组织为低碳马氏体+逆变奥氏体复合相同组织。

坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-4,在复合耐磨板进行窄间隙埋弧焊的过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。 窄间隙埋弧焊一般焊接复合耐磨板,厚度为350mm,间隙尺寸为18-25mm。复合耐磨板窄间隙埋弧焊具有下列优点:坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠能确保焊接质量。 窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免了清渣和筛选焊剂的工序。窄间隙埋弧焊采用线能量较小的焊接规范,改善了焊接接头的力学性能。由于复合耐磨板的坡口窄小,使焊接应力小和焊接接头综合力学性能良好,了焊接接头的抗裂性能。 焊缝中的热裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,其结晶温度区间较大、偏析较严重,因而具有较大的热裂倾向。热裂纹经常出现在条焊道弧坑和凹形角焊缝中。为防止热裂纹,在选择焊接材料时,应尽量选用含碳量低,含S、P杂质少的填充金属【一般控制w(C)在0.15%以下,不超过0.25%,w(S)和w(P)均不超过0.03%-0.035%】,焊接时必须填满弧坑和保证良好的焊缝成形。





大家都爱看





